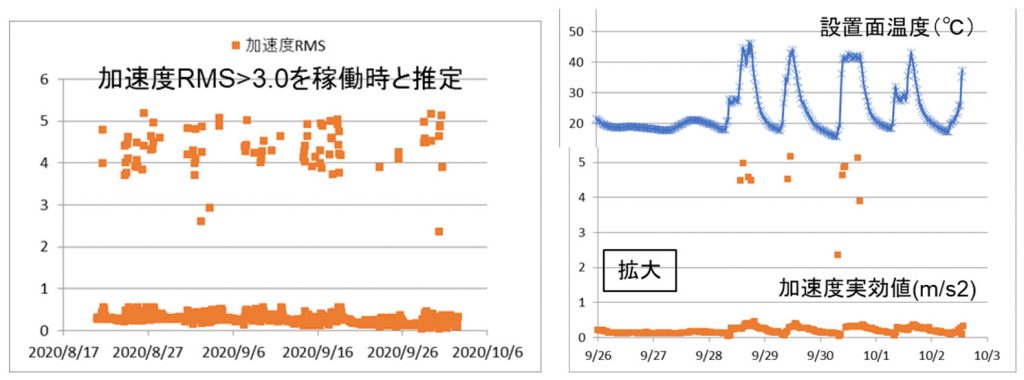
工場に圧縮空気を供給するためのレシプロコンプレッサーの駆動モータに無線振動センサを磁石で設置し、30分おきの振動加速度計測を数か月にわたり実施しました。

コンプレッサーは圧縮空気の圧力を維持するために起動・停止を繰り返しています。レシプロ機関であるため、振動レベルは比較的大きく、稼働・停止の判断は容易です。センサ接地面の温度も同時に計測しており、温度の変化からも稼働・停止の判断は可能です。
稼働・停止を判断するの振動の閾値を設定し、閾値以上の振動のみを抽出し、そのばらつきをみると偏りの少ない分布をしていました。
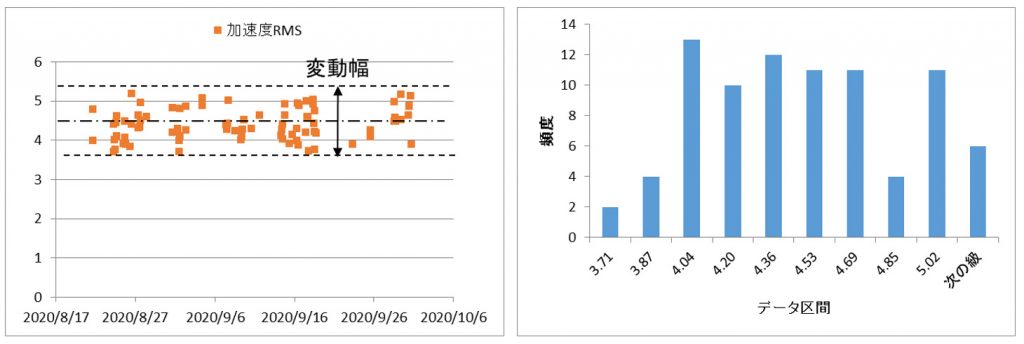
このように一定の閾値を超える振動のモニタリングを続け、その変動幅や平均値の変化を見ることにより、稼働・停止を繰り返すような機械設備の劣化傾向を把握でき、予防保全が可能になります。
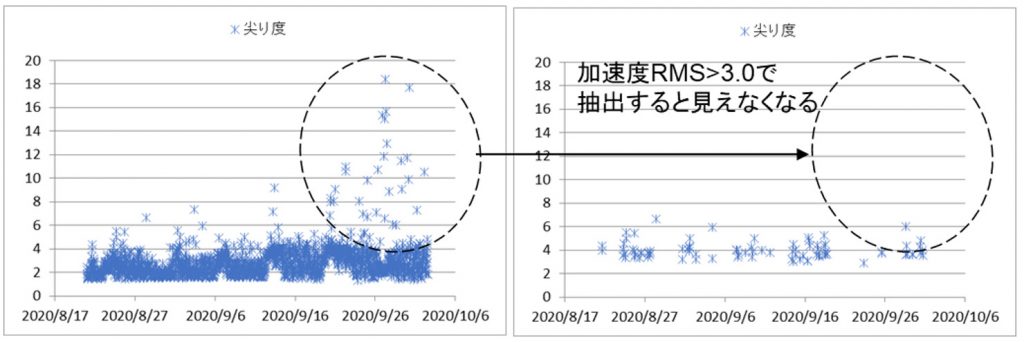
また、尖り度は衝撃的、間欠的な振動が生じているか否かの判断に有効で、通常は3前後の数値を示します。全データの計測値をみると、尖り度の高い数値の発生頻度が多くなっていましたが、稼働・停止の閾値以上の振動時の尖り度のみ抽出すると、尖り度が高い計測値は見えなくなりました。これはコンプレッサー起動時にのみ衝撃的な振動が現れており、レシプロ機関では大きな心配はないと思われます。
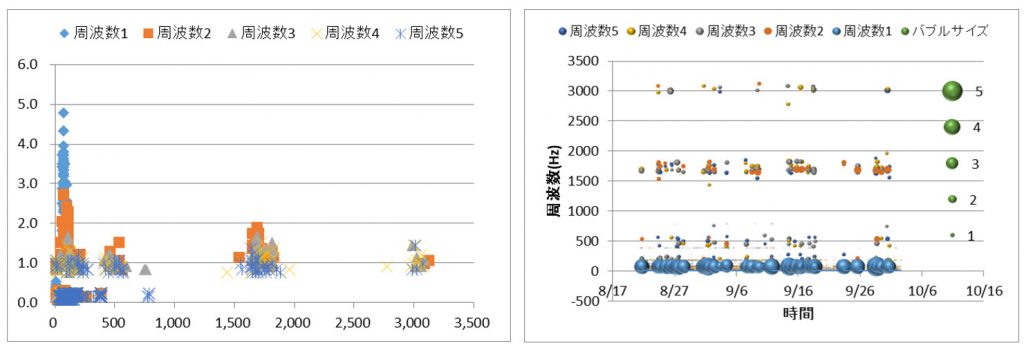
さらに、振動レベルの高い周波数のトップ5の周波数と加速度も把握できます。この例では75Hzの振動レベルが大きく、500Hz、1700Hz、3000Hzにもピークがあります。75Hzのピークは、レシプロ2気筒の圧縮機が1090rpmで回転しているため、36Hzの高調波がと考えられます。時系列的な変化はバブルチャートが見やすくなります。劣化傾向が生じた際に、ピーク周波数がそれまでと異なる傾向やレベルになることがあり、それは異常の原因特定の助けになります。この例では、時系列的な変化は見られず、正常に運転されています。