お客さまはプラントメーカーです。液体燃料貯蔵設備で気化したガスを安全に処理するための燃焼塔の稼働時に、近隣の住居から低周波騒音の苦情があり、その調査と対策検討の依頼を受けました。
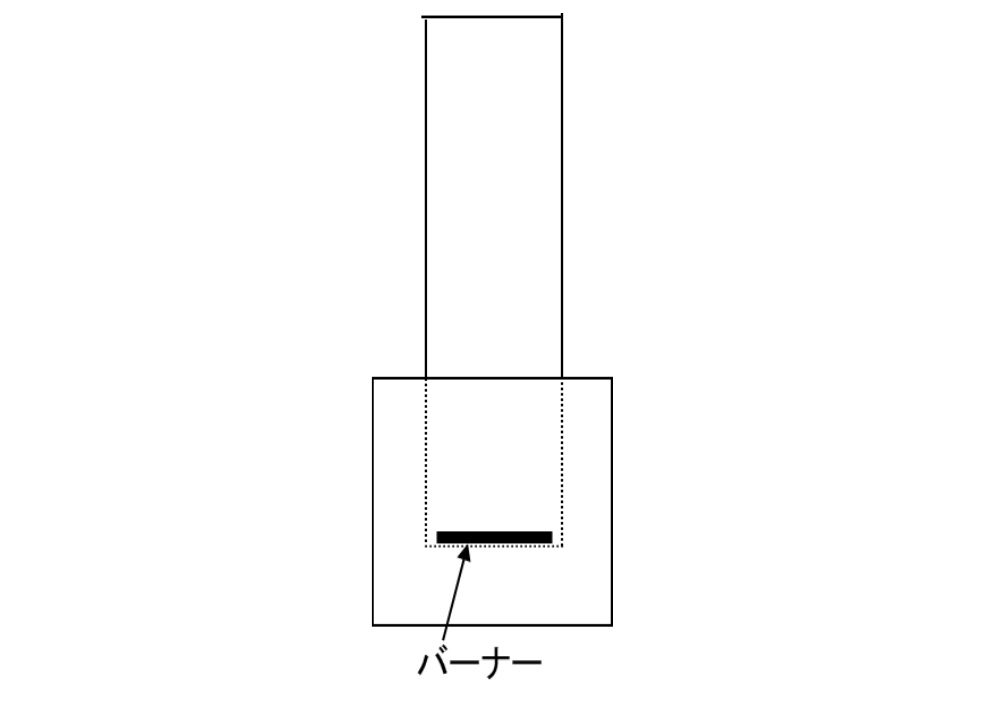
騒音計測の結果、数Hzの騒音レベルが高く、がたつき等の物的苦情が出る参照値を超える値となっていました。検討の結果、特定の燃焼条件下で,燃焼と音響系の自励振動発生条件が成立したためと推定されました。さらに、燃焼塔内の音圧分布の計測を行い、筒内共鳴周波数を特定し、バーナー燃焼により励起される音響モードが明らかになりました。対策の第一は燃焼バーナーの改良による振動励起の抑制ですが、音響面からは共鳴器を設置する方法を検討し、音響BEM解析により有効と考えられる共鳴器の形状寸法を提案しました。